
鋳造欠陥「湯境」:その原因と対策

車のことを知りたい
先生、『湯境』ってどういう意味ですか?車の鋳物で出てくる用語みたいなんですが、よくわからないんです。

車の研究家
『湯境』は、金属を溶かして型に流し込む鋳造という工程で起こる欠陥の一つだよ。溶かした金属を流し込むと、先に型に入った金属と後から入った金属がうまく混ざり合わずに、境目ができてしまうんだ。これが『湯境』だよ。
車のことを知りたい
なるほど。金属がうまく混ざらないんですね。どうしてそんなことが起きるんですか?
車の研究家
主な原因は、流し込む金属の温度が低いことだよ。温度が低いと、金属の表面に酸化膜という膜ができてしまう。この膜が邪魔をして、金属同士がうまく混ざり合わず、『湯境』になってしまうんだ。表面だけの軽いものから、全体に広がる深刻なものまであるんだよ。
湯境とは。
金属を型に流し込んで部品を作る際に起こる『湯境』という欠陥について説明します。湯境とは、流し込んだ溶けた金属がうまく混ざり合わず、境目ができてしまう現象のことです。表面だけに境目が見えることもあれば、部品全体に広がっていることもあります。これは、流し込む金属の温度が低いことが原因です。温度が低いと、金属の表面にできた酸化膜(さびのような膜)が溶けずに残ってしまい、境目ができてしまうのです。
湯境とは

金属を鋳型に流し込んで部品を作る鋳造という方法があります。この鋳造を行う際に、溶かした金属、つまり溶湯を型に流し込む工程はとても重要です。しかし、この工程で湯境と呼ばれる問題が発生することがあります。
湯境とは、型に流し込んだ溶湯の流れが、複数の方向から合流する際に、うまく混ざり合わずに境目ができてしまう現象です。まるで水が複数の流れから合流しても、しばらくはそれぞれの流れがそのまま残っているように、溶けた金属にも同じような現象が起こります。この境目は、溶湯の表面だけにできる場合もありますが、内部深くまで達することもあります。浅いものから深いものまで、その程度は様々です。
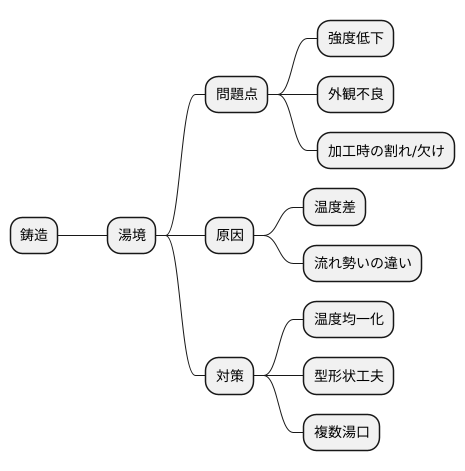
湯境が発生する原因は、主に溶湯の温度差や流れの勢いの違いです。異なる温度の溶湯がぶつかると、温度の低い部分が先に冷えて固まり始め、高温部分との間に境目ができてしまいます。また、流れの勢いが強い部分と弱い部分がぶつかると、勢いの弱い部分が押し流されてしまい、うまく混ざり合うことができずに境目が生じます。
湯境は、完成した製品の品質に大きな影響を与えます。境目は、製品の強度を弱める原因となります。また、表面に境目が現れると、製品の外観も損なわれます。さらに、後工程で切削などの加工を行う際に、境目に沿って割れや欠けが発生する可能性も高くなります。そのため、鋳造工程では、湯境の発生を抑えるための様々な工夫が凝らされています。例えば、溶湯の温度を均一にする、型の形状を工夫して溶湯の流れをスムーズにする、複数の湯口を設けて溶湯が均等に流れるようにする、といった対策が挙げられます。これらの対策によって、高品質な製品を作り出すことが可能になります。
湯境の発生原因

金属の鋳造を行う際に、時折製品の表面に筋のような模様が現れることがあります。これを湯境(ゆざかい)と呼びます。湯境は製品の強度を低下させる原因となるため、鋳造においては発生を防ぐことが重要です。
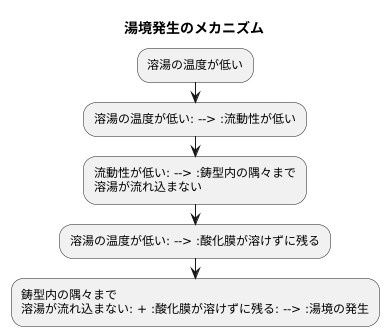
湯境が発生する主な原因は、鋳型に流し込む溶けた金属、つまり溶湯の温度が低いことにあります。金属は温度が高いほど粘りが少なくなり、水のように流れやすくなります。これを流動性が高いと言います。溶湯の温度が低いと、この流動性が悪くなり、鋳型内の隅々まで十分に流れなくなります。特に、複数の湯口から流れ込んだ溶湯が合流する部分では、温度が低いと十分に混ざり合わず、境目ができてしまうのです。
さらに、溶湯の表面には空気中の酸素と反応して薄い膜ができます。これが酸化膜です。この酸化膜は、溶湯の温度が十分に高い場合は溶けてなくなりますが、温度が低いと溶けずに残ってしまいます。そして、流れの悪い溶湯の中で、この溶け残った酸化膜が流れの間に挟まり込むことで、湯境が形成されます。ちょうど、水の流れの中に薄い紙切れが巻き込まれる様子を想像してみてください。
つまり、湯境は低い溶湯の温度と酸化膜、この二つの要素が重なって発生する現象と言えるでしょう。湯境を防ぐためには、溶湯の温度を適切に管理し、酸化膜の発生を抑制することが重要です。具体的には、溶解炉の温度管理を徹底したり、溶湯に被覆材を使用したりすることで、酸化膜の発生を抑える工夫が凝らされています。
湯境による影響

鋳物を製造する上で、湯境は避けて通れない問題であり、製品の品質に様々な悪影響を及ぼします。湯境とは、溶かした金属を鋳型に流し込んだ際に、複数の流れが合流する部分にできる線状の欠陥のことです。この部分は金属が完全に一体となっておらず、いわば継ぎ目のようになっているため、様々な問題を引き起こします。
まず、湯境部分は金属組織が粗く、強度が低下するという問題があります。製品全体と比べて、湯境部分は結合が弱いため、外部からの力に対して脆く、破損や変形しやすい箇所になります。特に、繰り返し荷重がかかるような部品では、湯境を起点として亀裂が発生し、最終的には製品全体の破損に繋がる恐れがあります。これは、製品の安全性に関わる重大な問題です。
次に、湯境は外観上の欠陥となるため、製品の美観を損ないます。表面に現れた湯境は、線状の凹みや段差として認識され、製品の見た目を悪くします。特に、デザイン性を重視する製品や、表面の仕上げが重要な部品では、湯境の存在は大きなマイナスポイントとなります。製品の価値を著しく低下させる要因となることもあります。
さらに、後工程での加工に悪影響を及ぼす可能性があります。例えば、機械加工を行う際に、湯境部分が剥がれたり、割れたりするといった加工不良が発生することがあります。また、表面処理を行う際にも、湯境部分だけが変色したり、被膜が均一に形成されないといった問題が生じる可能性があります。これらの加工不良は、追加の工程や修正作業が必要となり、製造コストの増加に繋がります。
このように、湯境は製品の強度、外観、後工程の加工性など、様々な面に悪影響を及ぼすため、高品質な鋳物を製造するためには、湯境の発生を抑制するための対策、あるいは湯境を除去するための適切な後処理が不可欠です。 湯境の発生を最小限に抑えるためには、鋳型の設計や溶湯の流し込み方法などを工夫する必要があります。また、発生した湯境を除去するためには、研磨や切削などの加工が必要となります。これらの対策を適切に行うことで、高品質で信頼性の高い製品を製造することが可能になります。
| 湯境の問題点 | 詳細 |
|---|---|
| 強度低下 | 金属組織が粗く、結合が弱いため、外部からの力に脆く、破損・変形しやすい。特に繰り返し荷重で亀裂が発生しやすく、製品全体の破損に繋がる恐れがある。 |
| 外観不良 | 線状の凹みや段差として現れ、製品の美観を損ない、価値を低下させる。 |
| 後工程への悪影響 | 機械加工時に剥がれや割れ、表面処理時に変色や被膜の不均一などの問題が発生し、追加工程や修正作業による製造コスト増加に繋がる。 |
湯境を防ぐための対策

金属を溶かして型に流し込み、製品を作る鋳造では、湯境と呼ばれる厄介な欠陥が発生することがあります。湯境とは、溶けた金属の流れが途中で途切れ、うまく一つに繋がらずに固まってしまう現象です。これは、まるで川の流れが途中で分かれてしまい、下流で再び合流せずに separate なままになってしまうようなものです。この湯境が発生すると、製品の強度が低下したり、外観が悪くなったりするため、高品質な製品を作る上では大きな問題となります。
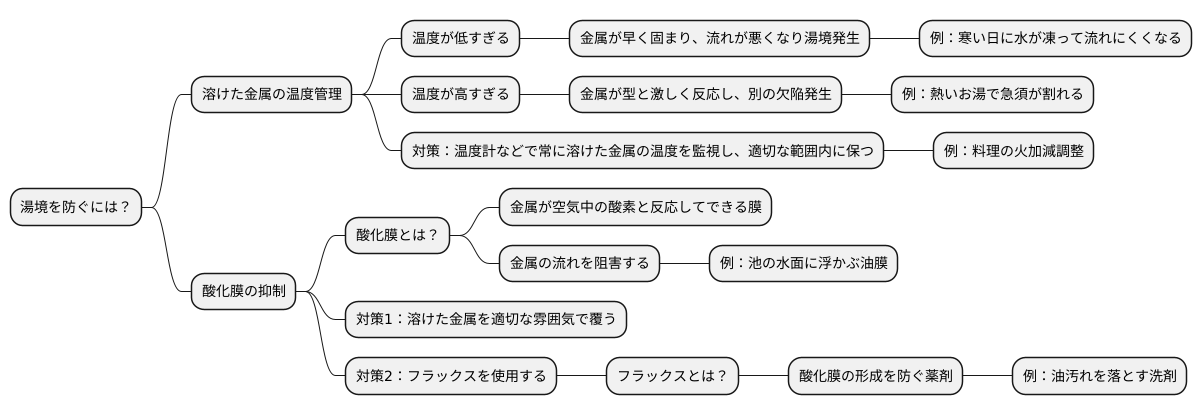
この湯境を防ぐためには、溶けた金属の温度管理が非常に重要です。温度が低すぎると、金属が早く固まり始めてしまい、流れが悪くなって湯境が発生しやすくなります。これは、寒い日に水が凍って流れにくくなるのと同じ原理です。反対に、温度が高すぎると、金属が型と激しく反応してしまい、別の欠陥が生じる可能性があります。ちょうど、熱いお湯を急須に注ぐと割れてしまうように、金属も急激な温度変化に耐えられないのです。そのため、温度計などを用いて常に溶けた金属の温度を監視し、適切な範囲内に保つ必要があります。丁度良い温度を保つことは、美味しい料理を作るために火加減を調整するのと似ています。
さらに、溶けた金属の表面にできる酸化膜も湯境の原因となります。酸化膜とは、金属が空気中の酸素と反応してできる膜のことで、金属の流れを阻害します。これは、池の水面に浮かぶ油膜が水の流れを邪魔するのと同じです。酸化膜の発生を抑えるためには、溶けた金属を適切な雰囲気で覆う、または金属の表面を覆うフラックスと呼ばれる薬剤を使用するなどの対策が有効です。フラックスは、まるで油汚れを落とす洗剤のように、酸化膜の形成を防ぎます。
このように、溶けた金属の温度管理と酸化膜の抑制という二つの対策を適切に行うことで、湯境の発生を抑え、高品質な鋳造製品を作ることができます。
湯境の検査方法

鋳造品の製造過程において、溶けた金属を型に流し込む際に複数の流れが合流する部分にできる境界面を湯境といいます。湯境は強度不足や外観不良につながるため、その有無を検査することは製品の品質保証において非常に重要です。湯境の検査方法はいくつかあり、それぞれの特徴を理解し、適切に使い分ける必要があります。
まず、最も手軽な検査方法として目視検査があります。これは、文字通り目で見て確認する検査方法です。表面に現れた湯境は、色の違いや段差として確認できます。しかし、この方法は表面に現れていない内部の湯境を発見することができないという欠点があります。
浸透探傷検査は、表面に現れていない湯境を発見できる検査方法です。検査対象物に特殊な液体を浸透させ、毛細管現象を利用して湯境に入り込ませます。その後、別の液体を塗布すると、湯境に入り込んだ液体が浮かび上がり、目視で確認できるようになります。この方法は、微細な湯境も検出できるため、高い精度が求められる製品の検査に適しています。
放射線検査は、X線やガンマ線といった放射線を用いて検査する方法です。放射線を検査対象物に照射し、その透過具合をフィルムに記録します。湯境部分では放射線の透過量が変化するため、フィルム上に濃淡の差として現れます。この方法も、内部の湯境を検出できるという利点があります。
超音波探傷検査は、超音波を検査対象物に当て、反射してくる波や透過する波を分析する検査方法です。湯境部分では超音波の反射や透過に変化が生じるため、その変化を捉えることで湯境の位置や大きさを特定できます。この方法は、他の検査方法では検出が難しい内部の深い位置にある湯境も発見できるという特徴があります。
これらの検査方法を製品の材質や形状、要求される精度に応じて適切に選択し、場合によっては複数組み合わせて使用することで、湯境の有無を確実に確認し、高い品質の製品を供給することができます。
| 検査方法 | 原理 | 利点 | 欠点 |
|---|---|---|---|
| 目視検査 | 目で見て確認 | 手軽 | 内部の湯境を発見できない |
| 浸透探傷検査 | 特殊な液体を浸透させ、毛細管現象を利用 | 微細な湯境も検出できる | – |
| 放射線検査 | 放射線の透過具合をフィルムに記録 | 内部の湯境を検出できる | – |
| 超音波探傷検査 | 超音波の反射や透過を分析 | 内部の深い位置にある湯境も発見できる | – |